《夾具設(shè)計(jì)說(shuō)明書(shū)》由會(huì)員分享���,可在線閱讀�����,更多相關(guān)《夾具設(shè)計(jì)說(shuō)明書(shū)(6頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索���。
1、
課程設(shè)計(jì)說(shuō)明書(shū)
1. 零件圖分析
1.1 零件的功用
本零件為拖拉機(jī)變速箱中倒速中間軸齒輪��,其功用是傳遞動(dòng)力和改變輸出軸運(yùn)動(dòng)方向�。
1.2 零件工藝分析
本零件為回轉(zhuǎn)體零件,其最主要加工面是 φ62H7 孔和齒面�,且兩者有較高的同軸度要求����,是加工工藝需要
重點(diǎn)考慮的問(wèn)題。其次兩輪轂端面由于裝配要求�,對(duì) φ 62H7孔有端面跳動(dòng)要求。最后�,兩齒圈端面在滾齒時(shí)要
作為定位基準(zhǔn)使用,故對(duì) φ 62H7孔也有端面跳動(dòng)要求。這些在安排加工工藝時(shí)也需給予注意���。
2. 確定毛坯
2.1 確定毛坯制造方法
本零件的主要功用是傳遞動(dòng)力���, 其
2、工作時(shí)需承受較大的沖擊載荷���, 要求有較高的強(qiáng)度和韌性���, 故毛坯應(yīng)選擇
鍛件,以使金屬纖維盡量不被切斷�����。又由于年產(chǎn)量為 5000 件����,達(dá)到了批量生產(chǎn)的水平,且零件形狀較簡(jiǎn)單�,尺寸也不大,故應(yīng)采用模鍛��。
2.2
確定總余量
由表 S-1 確定直徑上總余量為
6mm�,高度(軸向)方向上總余量為5mm。
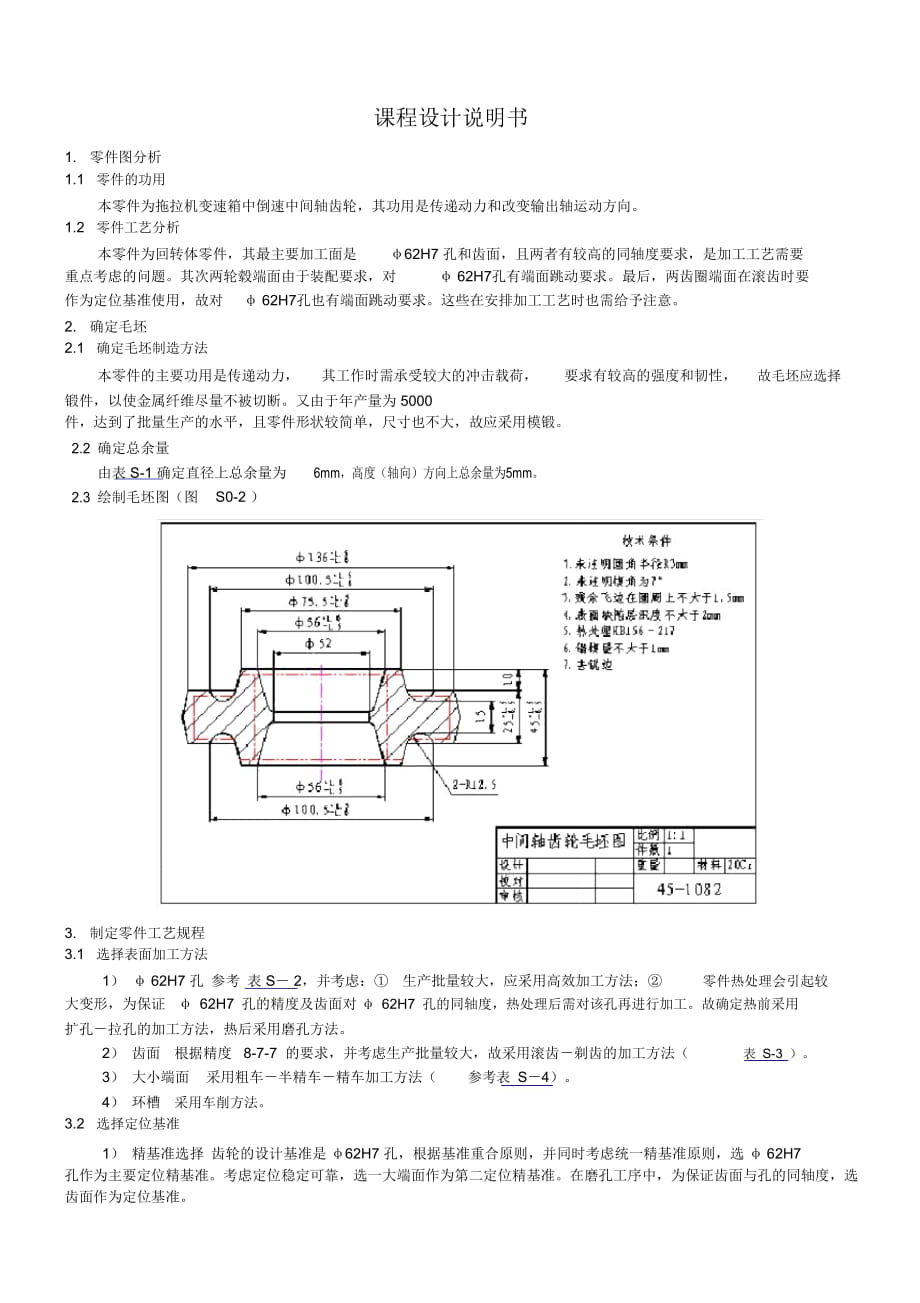
2.3
繪制毛坯圖(圖
S0-2 )
3. 制定零件工藝規(guī)程
3.1 選擇表面加工
3���、方法
1) φ 62H7 孔 參考 表 S- 2�,并考慮:① 生產(chǎn)批量較大��,應(yīng)采用高效加工方法��;② 零件熱處理會(huì)引起較
大變形,為保證 φ 62H7 孔的精度及齒面對(duì) φ 62H7 孔的同軸度���,熱處理后需對(duì)該孔再進(jìn)行加工。故確定熱前采用
擴(kuò)孔-拉孔的加工方法,熱后采用磨孔方法��。
2) 齒面 根據(jù)精度 8-7-7 的要求�����,并考慮生產(chǎn)批量較大,故采用滾齒-剃齒的加工方法( 表 S-3 )�����。
3) 大小端面 采用粗車(chē)-半精車(chē)-精車(chē)加工方法( 參考表 S-4)���。
4) 環(huán)槽 采用車(chē)削方法����。
3.2 選擇定位基準(zhǔn)
1) 精基準(zhǔn)選擇 齒輪的設(shè)計(jì)基準(zhǔn)是 φ
4����、62H7 孔��,根據(jù)基準(zhǔn)重合原則��,并同時(shí)考慮統(tǒng)一精基準(zhǔn)原則����,選 φ 62H7 孔作為主要定位精基準(zhǔn)�����?�?紤]定位穩(wěn)定可靠�����,選一大端面作為第二定位精基準(zhǔn)�。在磨孔工序中,為保證齒面與孔的同軸度���,選齒面作為定位基準(zhǔn)����。
在加工 環(huán)槽工序中��,為裝夾方便�,選外圓表面作為定位基準(zhǔn)。
2) 粗基準(zhǔn)選擇 重要考慮裝夾方便���、可靠����,選一大端面和外圓作為定位粗基準(zhǔn)。
3.3 擬定零件加工工藝路線
方案 1:
1)擴(kuò)孔(立式鉆床���,氣動(dòng)三爪卡盤(pán));
2)粗車(chē)外圓,粗車(chē)一端大����、小端面���,一端內(nèi)孔倒角(多刀半自動(dòng)車(chē)床�,氣動(dòng)可脹心軸)�;
3)半精車(chē)外圓����,粗車(chē)另一端大、小端面�����,另一端內(nèi)孔
5����、倒角(多刀半自動(dòng)車(chē)床,氣動(dòng)可脹心軸)�;
4)拉孔(臥式拉床���,拉孔夾具)�����;
5)精車(chē)外圓���,精車(chē)一端大、小端面����,一端外圓倒角(普通車(chē)床,氣動(dòng)可脹心軸)�;
6)精車(chē)另一端大、小端面,另一端外圓倒角(普通車(chē)床�,氣動(dòng)可脹心軸);
7)車(chē)槽(普通車(chē)床���,氣動(dòng)三爪卡盤(pán))���;
8)中間檢驗(yàn);
9)滾齒(滾齒機(jī)���,滾齒夾具)�����;
10)一端齒圈倒角(倒角機(jī)�����,倒角夾具)��;
11)另一端齒圈倒角(倒角機(jī)����,倒角夾具)��;
12)剃齒(剃齒機(jī),剃齒心軸)��;
13)檢驗(yàn)���;
14)熱處理��;
15)磨孔(內(nèi)圓磨床����,節(jié)圓卡盤(pán))����;
16)最終檢驗(yàn)。
方案
6���、2:
1)粗車(chē)一端大���、小端面�����,粗車(chē)���、半精車(chē)內(nèi)孔,一端內(nèi)孔倒角(普通車(chē)床�,三爪卡盤(pán));
2)粗車(chē)�、半精車(chē)外圓��,粗車(chē)另一端大����、小端面�,另一端外圓、內(nèi)孔倒角(普通車(chē)床����,三爪卡盤(pán));
3)精車(chē)內(nèi)孔��,車(chē)槽�����,精車(chē)另一端大�、小端面,另一端外圓倒角(普通車(chē)床�,三爪卡盤(pán))����;
4)精車(chē)外圓,精車(chē)一端大���、小端面(普通車(chē)床��,可脹心軸)�;
5)中間檢驗(yàn);
6)滾齒(滾齒機(jī)����,滾齒夾具);
7)一端齒圈倒角(倒角機(jī)��,倒角夾具)�;
8)另一端齒圈倒角(倒角機(jī),倒角夾具)����;
9)剃齒(剃齒機(jī),剃齒心軸)���;
10)檢驗(yàn)�����;
11)熱處理�;
12)磨孔(內(nèi)圓磨床
7����、��,節(jié)圓卡盤(pán))�;
13)最終檢驗(yàn)�。
方案比較:
方案 2 工序相對(duì)集中,便于管理�,且由于采用普通機(jī)床,較少使用專(zhuān)用夾具����,易于實(shí)現(xiàn)。方案
1 則采用工序
分散原則��,各工序工作相對(duì)簡(jiǎn)單�����??紤]到該零件生產(chǎn)批量較大,工序分散可簡(jiǎn)化調(diào)整工作��,易于保證加工質(zhì)量��,
且采用氣動(dòng)夾具�,可提高加工效率,故采用方案
1 較好���。
3.4
選擇各工序所用機(jī)床���、夾具、刀具��、量具和輔具(
表 S- 5����,表 S- 6)
3.5
填寫(xiě)工藝過(guò)程卡片( 表 S0-5)
3.6
機(jī)械加工工序設(shè)計(jì)
工序 02
1 )刀具安裝 由于采用多刀半
8、自動(dòng)車(chē)床��,可在縱向刀架上安裝一把左
偏刀(用于車(chē)削外圓)和一把 45彎頭刀(用于車(chē)倒角) ��;可在橫刀架上安裝兩把 45彎頭刀(用于車(chē)削大�、小端面) 。加工時(shí)兩刀架同時(shí)運(yùn)動(dòng)���,以減少加工時(shí)間(圖 S0-3)�����。
2)走刀長(zhǎng)度與走刀次數(shù) 以外圓車(chē)削為例�,若采用 75偏刀,則由表
15- 1 可確定走刀長(zhǎng)度為 25+1+ 2= 28mm�����;一次走刀可以完成切削 (考
慮到模角及飛邊的影響�����,最大切深為 3- 4mm)��。
3) 切削用量選擇
① 首先確定背吃刀量:考慮到毛坯為模鍛件�����,尺寸一致性較好���,
且留出半精車(chē)和精車(chē)余量后(直徑留 3 mm)����,加工余量不是很大�,一
9、次切削可以完成�。取:
aP = (136- 133) /2 + 12.5
aP = 4 mm ;
�
tan ( 7)=
�
3mm�;考慮毛坯誤差,?��。?
② 確定進(jìn)給量:參考 表 S-7 ,有: f = 0.6 mm/ r
③ 最后確定切削速度: 參考 表 S-8 ����,有:v = 1.5m/s
�
;
����,n = 212r/min
�
。
4) 工時(shí)計(jì)算 圖 S0-3 工序 02 排刀圖
① 計(jì)算基本時(shí)間: t m = 28 / ( 212 0.6 ) = 0.22min (參考 式 S- 3)��;
10�、
② 考慮多刀半自動(dòng)車(chē)床加工特點(diǎn)(多刀加工,基本時(shí)間較短�,每次更換刀具后均需進(jìn)行調(diào)整,即調(diào)整時(shí)間
所占比重較大等)���,不能簡(jiǎn)單用基本時(shí)間乘系數(shù)的方法確定工時(shí)�����?�?筛鶕?jù)實(shí)際情況加以確定: TS = 2.5min
該工序的工序卡片見(jiàn)表 表 S0-6���。
3.6 機(jī)械加工工序設(shè)計(jì)(續(xù))
�
�。
工序
�
06
1)刀具安裝 由于在普通車(chē)床上加工��,盡量減少刀具更換次數(shù)�����,可采用一把和一把 75左偏刀(用于倒角)���,見(jiàn)圖 S0-4 �����。
�
45彎頭刀(用于車(chē)削大���、小端面)
11、
S0-4 06
2)走刀長(zhǎng)度與走刀次數(shù) 考慮大端面�����,采用 45彎頭刀,由 表 S-9 可確定走刀長(zhǎng)度為
是精車(chē)����,加工余量只有 0.5 mm,一次走刀可以完成切削����。小端面和倒角也一次走刀完成���。
3)切削用量選擇
�
27.5 + 1+ 1≈ 30mm����;因?yàn)?
① 首先確定背吃刀量:精車(chē)余量 0.5mm��,一次切削可以完成�。取: aP
12�、 = 0.5mm ;
② 確定進(jìn)給量:參考 表 S-10 ��,有: f = 0.2 mm/ r ���;
③
最后確定切削速度:參考
表 S-8 ��,有: v = 1.8m/s �, n = 264r/min 。
4)工時(shí)計(jì)算
①
計(jì)算基本時(shí)間: t m = (30 +8 + 3 ) / ( 264 0.2 )≈ 0.8 min (參考 式 S- 3)���;
②
考慮到該工序基本時(shí)間較短�,在采用基本時(shí)間乘系數(shù)的方法確定工時(shí)�,系數(shù)應(yīng)取較大值(或輔助時(shí)間單
獨(dú)計(jì)算)?����?傻玫剑? T = 2
t
m
= 1.6 min ����。
13、
S
該工序的工序卡片見(jiàn)表
表 S0-7 �。
工序 09
1)工件安裝 由于滾齒加工時(shí)切入和切出行程較大,為減少切入���、切出行程時(shí)間��,采用
2 件一起加工的方法(見(jiàn)
圖 S0-5 )���。
圖 S0-5 工序 09 工件安裝示意圖
2)走刀長(zhǎng)度與走刀次數(shù) 滾刀直徑為 120mm��,則由圖 S0-5 可確定走刀長(zhǎng)度為:
走刀次數(shù): 1
3)切削用量選擇
①
14���、確定進(jìn)給量:參考 表 S-11 ,有: f = 1.2 mm/ 工件每轉(zhuǎn)��;
② 確定切削速度:參考 表 S-12 ,有: v = 0.6m/s ,計(jì)算求出 n = 96r/min ;
③ 確定工件轉(zhuǎn)速:滾刀頭數(shù)為 1,工件齒數(shù)為 25����,工件轉(zhuǎn)速為: nw = 96/25 ≈ 4 r/min �。
4)工時(shí)計(jì)算
① 計(jì)算基本時(shí)間: t m =136 / [ ( 4 1.2 ) 2 ] ≈ 14 min (參考 式 S- 3);
② 考慮到該工序基本時(shí)間較長(zhǎng)���,在采用基本時(shí)間乘系數(shù)的方法確定工時(shí)�,系數(shù)應(yīng)取較小值(或輔助時(shí)間單
獨(dú)計(jì)算)���??傻玫剑?TS =
15���、1.4 t m ≈ 20 min ��。
該工序的工序卡片見(jiàn)表 表 S0-8�����。
工序 13
1)走刀長(zhǎng)度與走刀次數(shù) 走刀長(zhǎng)度?����。? L=l =40mm���;走刀次數(shù): 0.2/0.01 = 20(雙行程)����。
2)切削用量選擇(參考 表 S-13)
① 確定砂輪速度:取砂輪直徑 d = 50 mm�,砂輪轉(zhuǎn)速 n = 10000r/min ,可求出砂輪線速度:
v
�
= 26m/s
�
����;
② 確定工件速度:取
③ 確定縱向進(jìn)給量:取
④ 確定橫向進(jìn)給量:取
�
vw = 0.12 m/s
f l = 3m/
16、min
f r = 0.01mm/
�
����;可計(jì)算出工件轉(zhuǎn)數(shù)
;
雙行程����;
�
nw = 36 r/min
�
�����;
⑤ 確定光磨次數(shù): 4 次/ 雙行程��。
3)工時(shí)計(jì)算
① 計(jì)算基本時(shí)間: t m = (40 2/ (3 1000))( 20+ 4) K
K 是加工精度系數(shù)�,取 K= 2���,得到: t m = 1.28 min ����;
② 考慮到該工序基本時(shí)間較短�,在采用基本時(shí)間乘系數(shù)的方法確定工時(shí)���,系數(shù)應(yīng)取較大值(或輔助時(shí)間單
獨(dú)計(jì)算)��?�?傻玫剑?TS = 2.4 t m = 3 min ��。
該工序的工序卡片見(jiàn)表
17���、 表 S0-9 ��。
夾具設(shè)計(jì)(以 06 工序夾具為例進(jìn)行說(shuō)明)
4.1 功能分析與夾具總體結(jié)構(gòu)設(shè)計(jì)
本工序要求以 φ61.6H8 孔( 4 點(diǎn))和已加工好的大端面( 1 點(diǎn))定位�����,精車(chē)另一大���、小端面及外圓倒角( 5
15),并要求保證尺寸 20 0.2 和 10 0.2 以及大�、小端面對(duì) φ 61.6H8 孔的跳動(dòng)不大于 0.05mm。其中端面
跳動(dòng)是加工的重點(diǎn)和難點(diǎn)�,也是夾具設(shè)計(jì)需要著重考慮的問(wèn)題。
夾具方案設(shè)計(jì)
工件以孔為主要定位基準(zhǔn)����,多采用心軸。而要實(shí)現(xiàn)孔 4 點(diǎn)定位和端面 1 點(diǎn)定位���,應(yīng)采用徑向夾緊��??捎幸韵?
幾種不同的方案:
18、1) 采用脹塊式自動(dòng)定心心軸�����;
2) 采用過(guò)盈配合心軸����;
3) 采用小錐度心軸;
4) 采用彈簧套可脹式心軸�;
5) 采用液塑心軸。
根據(jù)經(jīng)驗(yàn)���,方案 1 定位精度不高��,難以滿足工序要求���。方案 2 和 3 雖可滿足工序要求,但工件裝夾不方便�����,
影響加工效率�。方案 4 可行����,即可滿足工序要求����,裝夾又很方便�����。方案 5 可滿足工序要求����,但夾具制造較困難。
故決定采用方案 4����。
夾具總體結(jié)構(gòu)設(shè)計(jì)
1) 根據(jù)車(chē)間條件(有壓縮空氣管路),為減小裝夾時(shí)間和減輕裝夾勞動(dòng)強(qiáng)度��,宜采用氣動(dòng)夾緊��。
2) 夾具體與機(jī)床主軸采用過(guò)渡法蘭連接���,以便于夾具制造與夾具
19��、安裝���。
3) 為便于制造�,彈簧套采用分離形式���。
4.2 夾具設(shè)計(jì)計(jì)算
切削力計(jì)算(參考切削用量手冊(cè))
主切削力:
進(jìn)給抗力(軸向切削力) :
最大扭矩:
夾緊力計(jì)算(參考夾具設(shè)計(jì)手冊(cè))
式中 φ 1 -- 彈簧套與夾具體錐面間的摩擦角�,?�。?tan φ1=0.15 ��;
φ 2 -- 彈簧套與工件間的摩擦角��,?。?tan φ 2= 0.2 ;
α -- 彈簧套半錐角���, α = 6�;
D -- 工件孔徑��;
Fd -- 彈性變形力���,按
20�、下式計(jì)算:
式中 C--
彈性變形系數(shù)�,當(dāng)彈簧套瓣數(shù)為
3、4���、 6 時(shí)��,其值分別為
300���、 100、 20�;
d --
彈簧套外徑;
l --
彈簧套變形部分長(zhǎng)度���;
t --
彈簧套彎曲部分平均厚度�����;
-- 彈簧套(未脹開(kāi)時(shí))與工件孔之間的間隙���。將有關(guān)參數(shù)代入,得到:
將 Fd 及其他參數(shù)代入��,得到:
選擇氣缸形式�,確定氣缸規(guī)格( 參考夾具設(shè)計(jì)手冊(cè) )
選擇單活塞回轉(zhuǎn)式氣缸,缸徑 100mm即可�。
4.3 夾具制造與操作說(shuō)明
夾具制造的關(guān)鍵是夾具體與彈簧套���。 夾具體要求與彈簧套配合的錐面與安裝面有嚴(yán)格的位置關(guān)系, 彈簧套則要求與夾具體配合的錐面與其外圓表面嚴(yán)格同軸���。 此外�����,彈簧套錐面與夾具體錐面應(yīng)配做�����, 保證接觸面大而均勻���。夾具使用時(shí)必須先安裝工件, 再進(jìn)行夾緊�, 嚴(yán)格禁止在不安裝工件的情況下操作氣缸, 以防止彈簧套的損壞���。夾具裝配圖見(jiàn) 圖 S0-6 ����。
 夾具設(shè)計(jì)說(shuō)明書(shū)
夾具設(shè)計(jì)說(shuō)明書(shū)