《機械制造技術(shù)課程設(shè)計傳動齒輪零件加工工藝及插鍵槽夾具的設(shè)計【全套圖紙UG三維】》由會員分享�����,可在線閱讀���,更多相關(guān)《機械制造技術(shù)課程設(shè)計傳動齒輪零件加工工藝及插鍵槽夾具的設(shè)計【全套圖紙UG三維】(8頁珍藏版)》請在裝配圖網(wǎng)上搜索�。
1�����、天津大學(xué)仁愛學(xué)院機械工程系2011級機械制造課程設(shè)計
提供各專業(yè)全套設(shè)計
第一章 零件的工藝分析
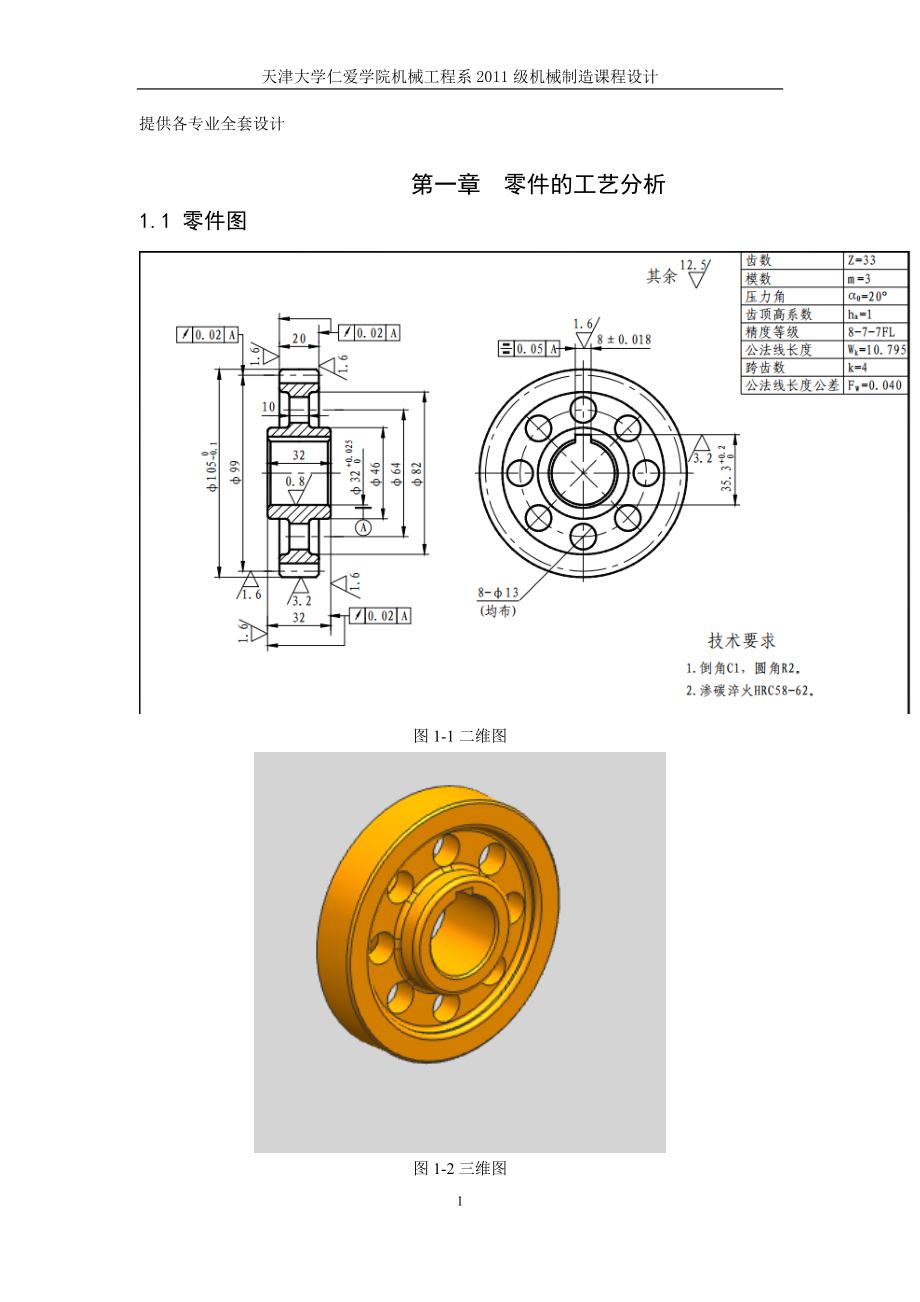
1.1 零件圖
圖1-1二維圖
圖1-2三維圖
1.2 零件的功能
本零件為傳動齒輪�,用于傳遞動力和運動。
1.3零件工藝分析
本零件主體形狀為回轉(zhuǎn)體零件��,其最重要加工面是Φ32內(nèi)孔����、兩端面。外圓相對于A端面的圓跳動為0.02�,右端面相對于A端面的圓跳動為0.02。
全套圖紙UG三維����,加153893706
第二章 確定毛坯
2.1確定毛坯制造方法
由于工作時承受較大的沖擊載荷�,要求有較強的強度和韌性��,故采
2���、用鍛件����,使的金屬纖維不被切斷��。
2.2確定總余量
查手冊可大概確定直徑方向總余量為6mm���,徑向總余量5mm。
第三章 制定零件工藝規(guī)程
3.1選擇表面加工方法
(1)Φ32H7孔:考慮零件熱處理會引起較大的變形���,為保證孔的精度及齒面對孔的同軸度���,熱處理后再考慮對孔進行加工。故在熱處理前采取車孔的加工方法���,處理后釆用磨孔��。
(2)齒面:根據(jù)精度要求��,采用滾齒的加工方法����。
(3)端面和外圓:采用粗車—半精車—精車的加工方法。
(4)鍵槽的加工:采用插床插鍵槽的加工方法�。
(5)均布的8-Φ13孔的加工:采用鉆孔的加工方法。
3.2選擇定位基準
(1)精基準:Φ32的內(nèi)孔
3�����、�����,考慮定位的可靠性�����,選Φ46的右端面為第二定位精基準�。
(2)粗基準:選Φ46的右端面和Φ105的外圓面為定位粗基準�。
(3)磨孔工序中�����,選齒面作為定位基準。
(4)加工鍵槽時�,選齒面和Φ32孔的軸線為定位基準。
3.3初擬零件加工工藝路線
鍛造毛坯
(1)粗車Φ46外圓面��,Φ105外圓面�;粗車右端面及Φ105外圓右側(cè)面��;掉頭����,粗車左端面及Φ105外圓左側(cè)面��。
(2)半精車Φ105外圓面��;半精車右端面及Φ105外圓右側(cè)面;掉頭��,半精車左端面及Φ105外圓左側(cè)面�����。
精車右端面及Φ105外圓右側(cè)面;掉頭��,精車左端面及Φ105外圓左側(cè)面��。
(4)粗車Φ32孔���;半精車Φ32孔��;精車Φ
4�、32孔。
(5)鉆8—Φ13孔�。
(6)滾齒����。
(7)插削鍵槽。
(8)磨Φ32的內(nèi)孔�����。
(9)去毛刺�����。
(10)最終檢驗����。
第四章 夾具設(shè)計
4.1夾具裝配圖
圖4—1裝配圖
4.2功能分析與夾具結(jié)構(gòu)總體設(shè)計
本道工序選用插床對Φ32的內(nèi)孔進行鍵槽的加工。由于Φ32孔的精度極高����,且鍵槽有較高的對稱度要求��,所以進行內(nèi)孔定位�����。夾具是利用節(jié)圓卡盤的3個爪與齒輪嚙合�,保證夾住齒輪�,對其進行鍵槽加工���。
4.3夾具設(shè)計計算
1.基本數(shù)據(jù)計算
選用機床為B5025插床。
根據(jù)零件圖工藝要求��,此道工序?qū)儆诰庸ぃ槭謨?,?
背吃刀量ap=0.6mm
進給量f=0
5�、.15mm/rad
切削速度v=95m/min
2.工作時間定額計算
切削深度ap=0.6,總切削量為3.2��,所以走刀次數(shù)k=6.
查資料取L=32���,L1+L2=40,K=0.8���,所以計算得n=733.02�。
查手冊��,取B1+B2=3�,得出Tm=1.9min����。
TS—單件工序時間����;Tm—基本時間���;Ta=輔助時間,通常取Ta=(15—20)%* Tm��;T1—工作地服務(wù)時間�,通常取T1=(20—25)%* Tm��;Tr=生理需要時間��,通常取Tr=(2—6)%* Tm�;Te—準備終結(jié)時間�����,通常取Te=(3—5)%* Tm���。
計算得TS =2.75min。
3.切削力
6����、計算
鍵槽插刀材料為YT30���,刀具耐用度為90min���。
前角γ=15。
后角α=5����。
主偏角Φ=15���。
副偏角Φ1=2�����。
刀尖圓角半徑r=2mm
因為加工材料硬度比較高,根據(jù)手冊���,查得無需冷卻液�����。
根據(jù)上述所得����,查手冊,得
CPZ=214���,YPZ=0.75��,KrPZ=0.9,KΦPZ=1.1�����,
KVPZ=1�����,K△PZ=1�,K冷=1�,K料PZ=1.3,
KV=95m/min
所以切削力為
由夾具零件圖可知����,夾具體盤上三個支撐受壓力,需保證在工作壓力作用下不失穩(wěn)?���,F(xiàn)計算如下:
因為λz<123,所以臨界壓力為
查資料得金屬夾具中壓桿的nst
7�、=1.8-3.0
由于31.94>3.0>nst
夾具體盤上三個支撐在切削力FC的作用下不失穩(wěn)����,可以穩(wěn)定插槽���。
4.夾緊力計算
查手冊得夾具屬于螺旋夾緊機構(gòu)�����。
查《夾具設(shè)計手冊》得:
Fx=7N�����,L=50mm,d0=7.88mm�,α=60度,
r,=6.21�,ψ2=30度�,=19.1度。
計算得
Fj=13.59N
4.4夾具操作說明
夾具三爪夾緊力不大��,使用手動夾緊即可。
總結(jié)
這次設(shè)計是大學(xué)學(xué)習(xí)中最重要的一門科目�,它要求我們把大學(xué)里學(xué)到的所有知識系統(tǒng)的組織起來����,進行理論聯(lián)系實際的總體考慮����,需把金屬切削原理及刀具、機床概論�、公差與配合、機械加工質(zhì)量�、機床夾具
8��、設(shè)計��、機械制造工藝學(xué)等專業(yè)知識有機的結(jié)合起來��。同時也培養(yǎng)了自己的自學(xué)與創(chuàng)新能力����。因此本次設(shè)計綜合性和實踐性強、涉及知識面廣���。所以在設(shè)計中既了解了基本概念、基本理論�����,又注意了生產(chǎn)實踐的需要�,將各種理論與生產(chǎn)實踐相結(jié)合�,來完成本次設(shè)計��。
這次設(shè)計是培養(yǎng)學(xué)生綜合運用所學(xué)知識,發(fā)現(xiàn),提出,分析和解決實際問題,鍛煉實踐能力的重要環(huán)節(jié),更是在學(xué)完大學(xué)所學(xué)的所有專業(yè)課及生產(chǎn)實習(xí)的一次理論與實踐相結(jié)合的綜合訓(xùn)練�����。這次畢業(yè)設(shè)計使我以前所掌握的關(guān)于零件加工方面有了更加系統(tǒng)化和深入合理化的掌握����。比如參數(shù)的確定�、計算、材料的選取�����、加工方式的選取�、刀具選擇、量具選擇等��; 也培養(yǎng)了自己綜合運用設(shè)計與工藝等方面的知識���;
9、以及自己獨立思考能力和創(chuàng)新能力得到更進一步的鍛煉與提高�����;再次體會到理論與實踐相結(jié)合時�,理論與實踐也存在差異��。
回顧起此次設(shè)計�����,至今我仍感慨頗多���,的確,從選題到完成定稿,從理論到實踐�����,在整整一學(xué)期的日子里�����,可以說學(xué)到了很多很多的的東西���,同時鞏固了以前所學(xué)過的知識�,而且學(xué)到了很多在書本上所沒有學(xué)到過的知識��。通過這次畢業(yè)設(shè)計使我懂得了理論與實際相結(jié)合是很重要的��,只有理論知識是遠遠不夠的��,只有把所學(xué)的理論知識與實踐相結(jié)合起來�����,從理論中得出結(jié)論��,才能真正的實用��,在生產(chǎn)過程中得到應(yīng)用����。在設(shè)計的過程中遇到了許多問題��,當(dāng)然也發(fā)現(xiàn)了自己的不足之處�,對以前所學(xué)過的知識理解得不夠深刻�����,掌握得不夠牢固���,通過這次畢業(yè)
10��、設(shè)計,讓自己把以前所學(xué)過的知識重新復(fù)習(xí)了一遍�。
參考文獻
[1]楊叔子.機械加工工藝師手冊[M].北京:機械工業(yè)出版社,2001.
[2]張世昌�,李旦��,高航.機械制造技術(shù)基礎(chǔ)[M].北京:高等教育出版社,2007.
[3]吳拓.現(xiàn)代機床夾具設(shè)計 [M].北京:化學(xué)工業(yè)出版社���,2009.
[4]王健石.機床夾具和輔具速查手冊[M].北京:機械工業(yè)出版社����,2007.
[5]王光斗�,王春福.機床夾具設(shè)計手冊(第三版)[M].上海:上海科學(xué)技術(shù)出版社�����,2000.
[6]孫已德.機床夾具圖冊[M].北京:機械工業(yè)出版社��,1984.
[7]陸玉����,馮立艷.機械設(shè)計課程設(shè)計[M].北京:機械工業(yè)出版社����,1992.
[8]尹成湖,李保章�����,杜金萍.機械制造技術(shù)基礎(chǔ)課程設(shè)計[M].北京:高等教育出版社,1998.
[9]卞洪元����,袁振東,陳為華��,王青青.機械制造工藝與夾具[M].北京:北京理工大學(xué)出版 社�����,1998.
8
 機械制造技術(shù)課程設(shè)計傳動齒輪零件加工工藝及插鍵槽夾具的設(shè)計【全套圖紙UG三維】
機械制造技術(shù)課程設(shè)計傳動齒輪零件加工工藝及插鍵槽夾具的設(shè)計【全套圖紙UG三維】